Autoklaverad luftad betong
Betong som har en cellstruktur kallas luftbetong. Det är en konstgjord sten, där hela volymen penetreras av porer. Härdningen under tryck med ånga i en autoklav tjänade som dess namn. Trycket i autoklaven är över atmosfäriskt och är cirka 12 atmosfärer, temperaturen på bearbetningsprodukter är 190 grader.
Autoklaverad betong erhålls från cement, sand, snabbkalk, vatten med tillsats av lite aluminiumpulver. Under den kemiska reaktionen av kalk och aluminiumpulver under skumning av blandningen bildas porer med en diameter på upp till 3 mm fylld med luft.
En konstruktion av sådant material kallades "Stone Tree" för att kombinera egenskaperna hos trä och sten.
Autoklaverade luftade betongegenskaper

- lätt bearbetning;
- miljövänliga;
- kombination av stenstyrka och trävikt;
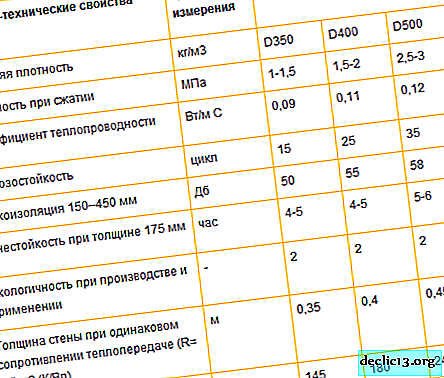
- hög värmeisolering (koefficient för värmeledningsförmåga - 0,12 W / m ° C);
- pozharoprochny;
- hög ljudabsorptionsgrad;
- resistent mot ogynnsamma miljöförhållanden;
- vatten- och ångtätt;
- hållbara. Överensstämmelse med tillverkning och konstruktionsteknik gör att du kan använda byggnader upp till 100 år
- ruttnar inte.
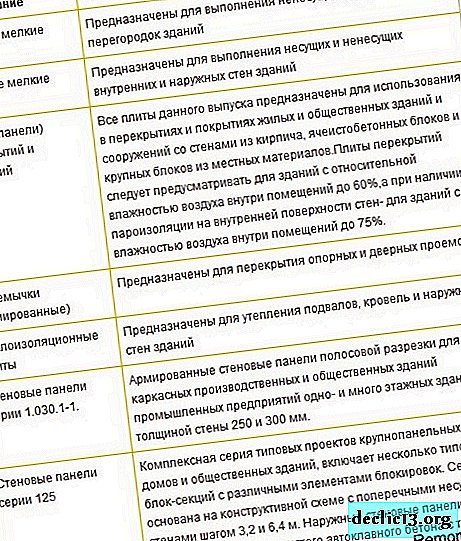
Tekniken för tillverkning av autoklaverad luftbetong
- Beredning av blandningen. Alla bestående material i förutbestämda proportioner blandas automatiskt i automatiskt läge för att erhålla en komposition med en konsistens av inte tjock gräddfil.
- Hälla i former, få rätt blockstorlek. Vid periodiska chockbelastningar fylls hälften av formens volym med den beredda blandningen. Periodisk vibration förbättrar materialets porositet. Interaktionen mellan aluminium och kalk orsakar frisättning av fritt väte, vilket höjer blandningen, som fyller formens volym fullständigt. Temperaturen når 80 grader, vilket leder till inställning av cement. Som ett resultat bildas celler i form av en sfär, fylld med luft med porer upp till tre millimeter i diameter. För högkvalitativ produktion av autoklaverad betong är det nödvändigt att noggrant följa tillverkningsprocessen.
- Masshärdning. Cirka 60-120 minuter är nödvändiga för den preliminära härdningen av matrisen, i vilken den kommer att vara tillräckligt stark och skärs väl.
- Skär en matris i färdiga block. En väl härdad massa, men förblir mjuk nog efter demontering av den prefabricerade formen, skärs med tunna strängar i block, spår och åsar formas med ett specialverktyg och fickor är gjorda för enkel drift.
- Ångblock i en autoklav. Färdiga produkter placeras i en autoklav. Termofuktig behandling sker i den i cirka 12 timmar. Temperatur - 190 grader, ångtryck - 12 atmosfärer. Under dessa förhållanden får materialet tillräcklig styrka. En speciell installation gör att du kan få block av autoklaverad betong i rätt storlek.
- Packning. Färdiga produkter staplas på pallar och överförs till ett slutproduktlager eller levereras till en byggplats.





-
Söt saftiga haworthia: arter, deras namn med beskrivning och foto
Haworthia fungerar som en original dekoration av lägenheter, hus, kontor och under den varma säsongen - trädgårdar och loggior. Denna växt representeras av ett stort antal arter som skiljer sig från varandra i yttre egenskaper. De grundläggande reglerna för vård är ganska enkla och är desamma för nästan alla sorter. ... -

-

-